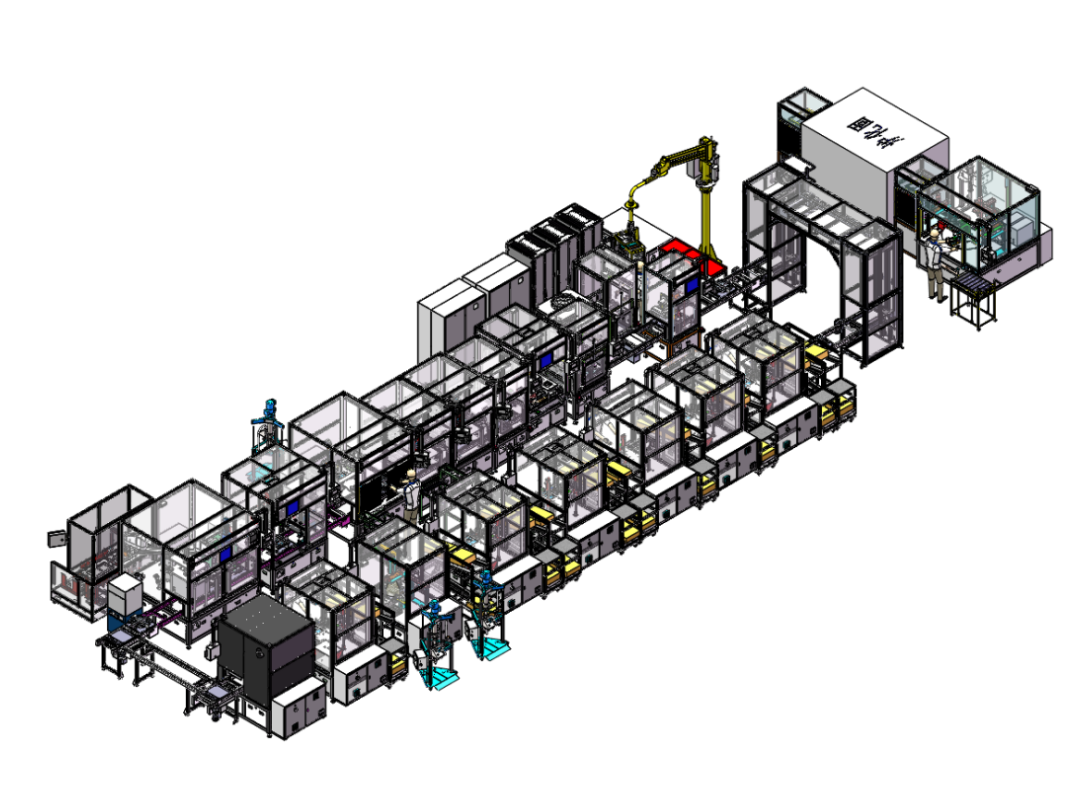
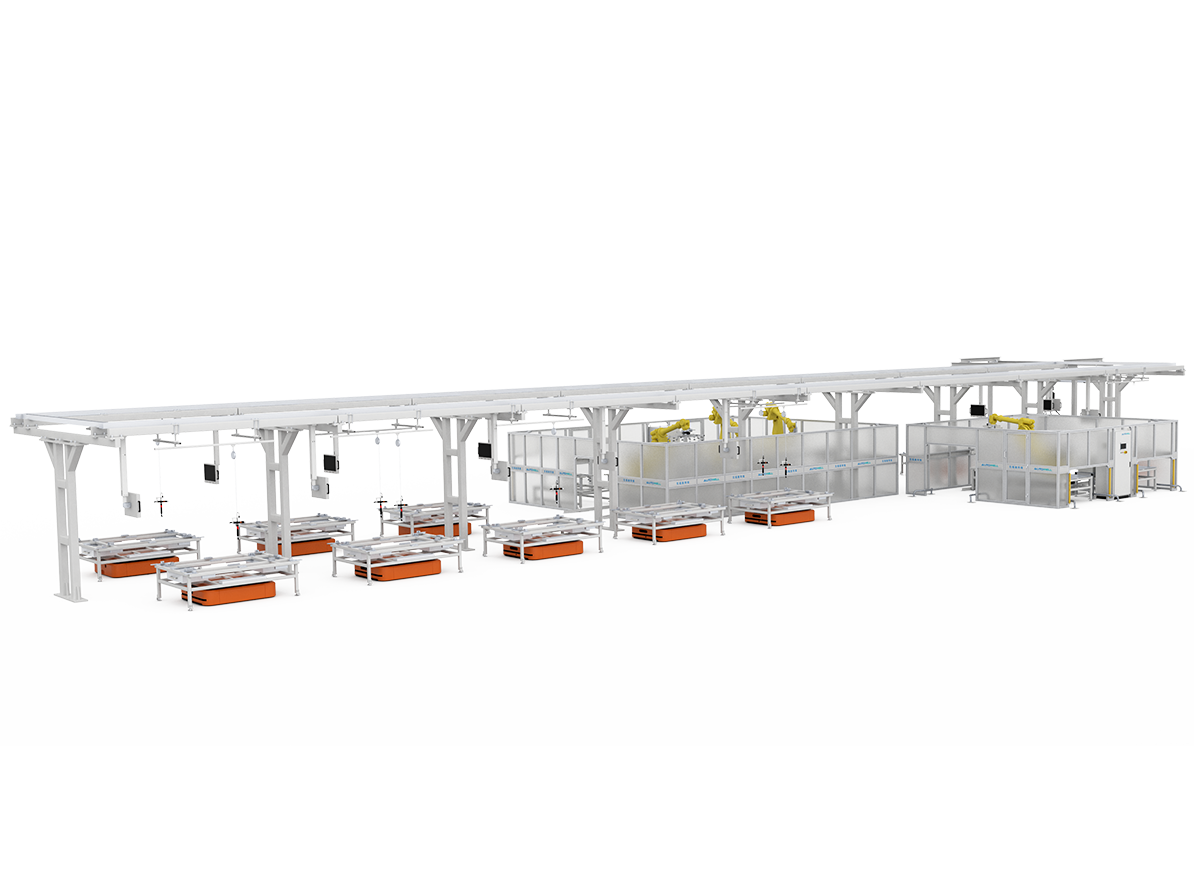
产品总设计方案:
自动化工位14个,包括电抗器、散热器、机脚、后盖板、BOOST 板、逆变板自动化装配,自动化涂防水胶,产品自动化翻转及下线,自动化周转,半自动化老化检测,半自动化包装,手动工位7个。
产品生产节拍为8分钟/台,原有产量为 40台/班,现有产量为70台/班。
整体项目分主装配区、物料输送区、包装区、老化测试周转区。
1、主装配区:首次采用6轴机器人进行搬运和拧螺钉一机多用;
通过自动工具交换装置实现快速工装切换,图片为伺服电动螺丝刀、分钉定位机构安装到交换装置上,六轴机器人自动快速换装,实现一机多用功能。
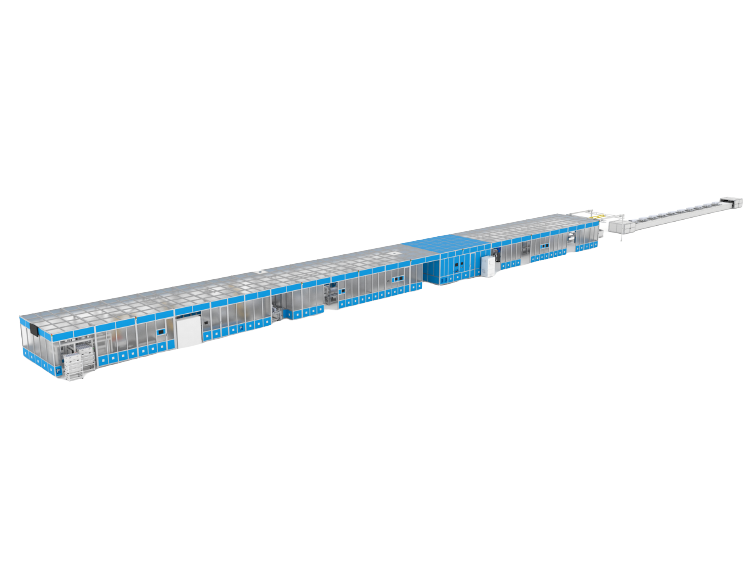
2、物料输送区:物料全部采用输送线输送:
产品中所有50种物料全部通过输送线上料,托盘通过RFID识别系统,自动将物料输送到其余分线上,自动站工位采用8条自动上料线,终端提升机定位,空托盘从下层返回。
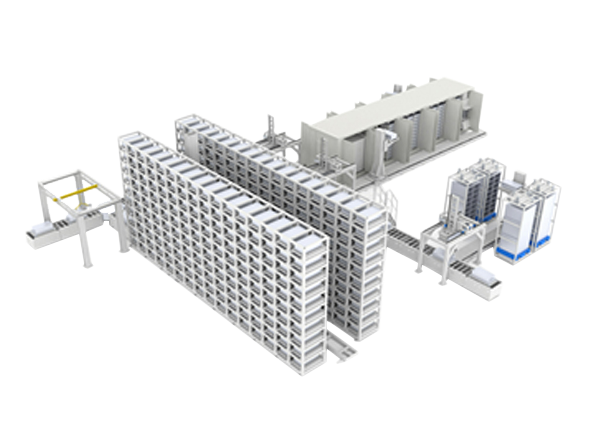
3、老化测试周转区:采用AGV托举周转车进行产品自动化周转:
由4台激光导航托举式AGV托产品周转车进行转运,产品下线--接线暂存区--老化房老化测试--老化后测试--质量测试-包装线。
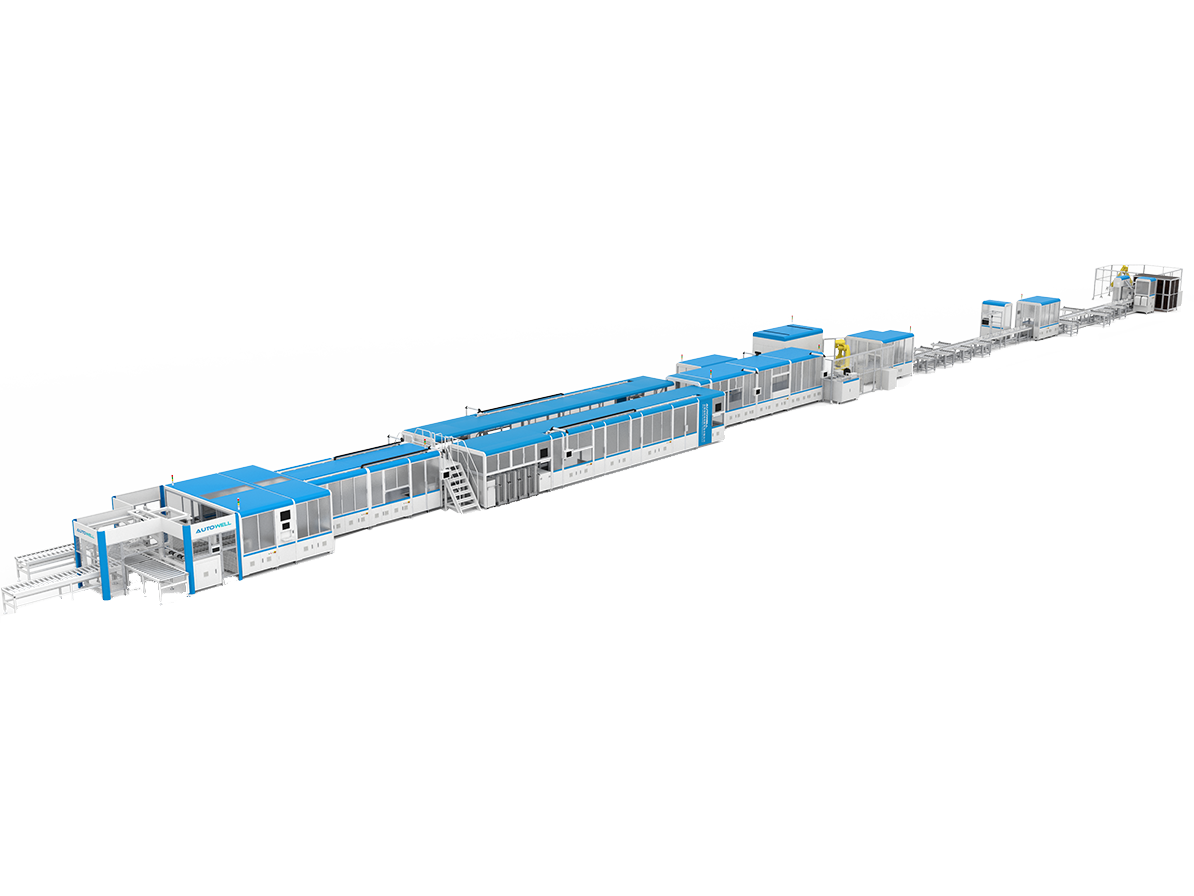
4、包装区:采用6轴机器人进行产品自动装箱:
1台235KG六轴机器人通过自动工具交换装置,抓取产品自动装箱。机器人带动其中一个工装将产品从周转车上托举放到覆膜机上覆膜,切换工装抓取产品放入经过自动开箱机开好的纸箱中。